Quản trị chất lượng
Năng lực của quá trình
1. Các chỉ số để đánh giá năng lực của quá trình:
Các chỉ số để đánh giá năng lực của quá trình bao gồm:
Cp : Chỉ số tiềm năng của quá trình.
Cpk : Chỉ số năng lực quá trình.
2. Các nội dung quan trọng khi đo lường – đánh giá năng lực của quá trình:
Phân biệt giới hạn kiểm soát và giới hạn kỹ thuật: Giới hạn kiểm soát (UCL và LCL) liên quan đến tính ổn định cúa quá trình. Giới hạn kỹ thuật (USL và LSL) liên quan đến năng lực của quá trình. Khi xét mối quan hệ về 02 khái niệm trên đang còn tồn tại nhiều ý kiến khác nhau.
Lập biểu đồ cột với giới hạn trên kỹ thuật trên USL (Upper Specification Limit) và giới hạn kỹ thuật dưới LSL (Lower Specification Limit). Đường cong dạng chuông biểu diễn năng lực quá trình về mặt hình học. Cần tính toán giá trị trung bình X và độ lệch chuẩn σ của các dữ liệu thu thập được.
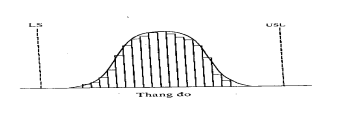
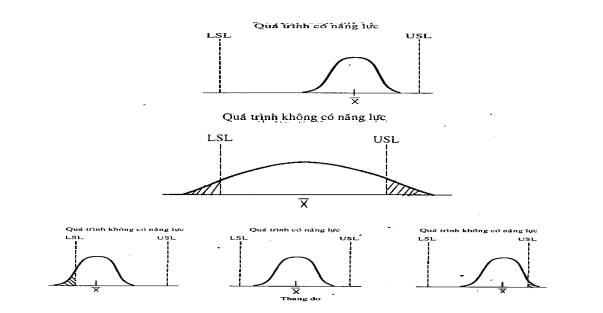
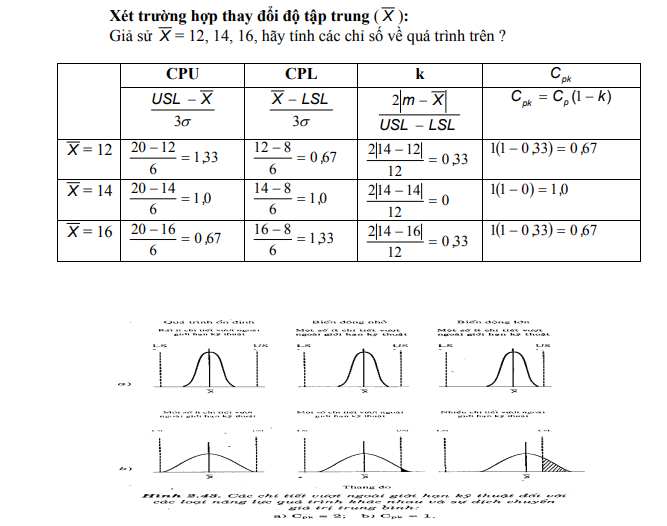
Một quá trình được gọi là “có năng lực” nếu phân bố của quá trình (6σ) bằng với độ rộng của giới hạn kỹ thuật. Ngược lại, một quá trình gọi là không có năng lực khi thể hiện 03 trường hợp sau:
- Quá trình không ổn định (liên quan đến giới hạn kiểm soát).
- Quá trình tập trung quá gần với một giới hạn kỹ thuật (liên quan đến USL và LSL).
- Độ phân tán của quá trình tăng cao quá mức (liên quan đến σ và R).
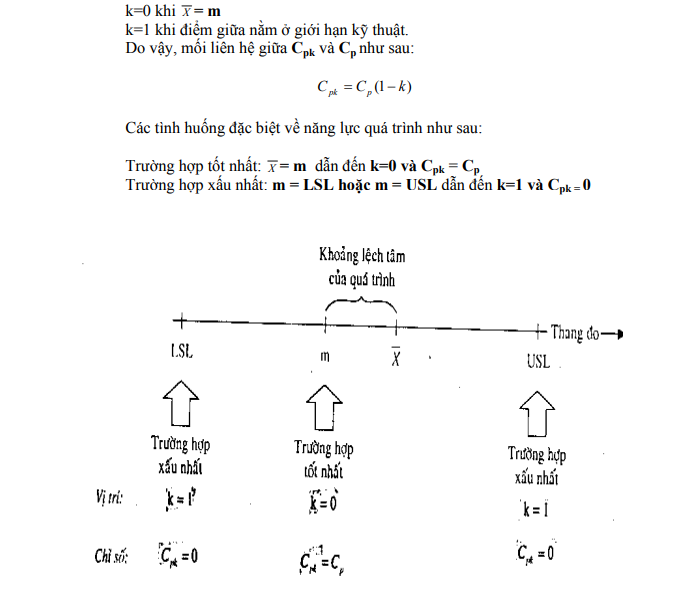
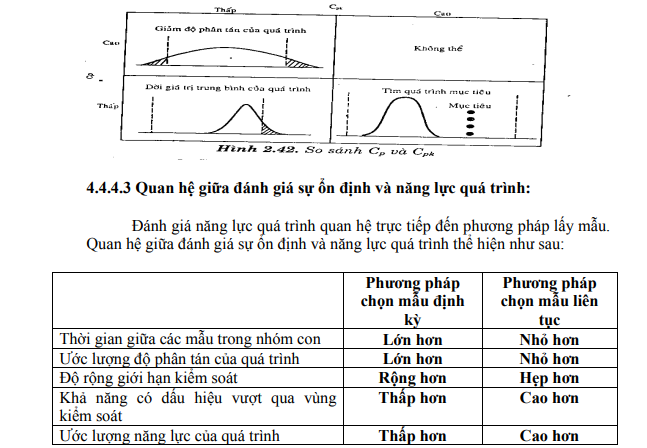
Vị trí của X ảnh hưởng đến xem xét đánh giá năng lực của từng quá trình theo các hình sau:
3. Chỉ số tiềm năng quá trình Cp
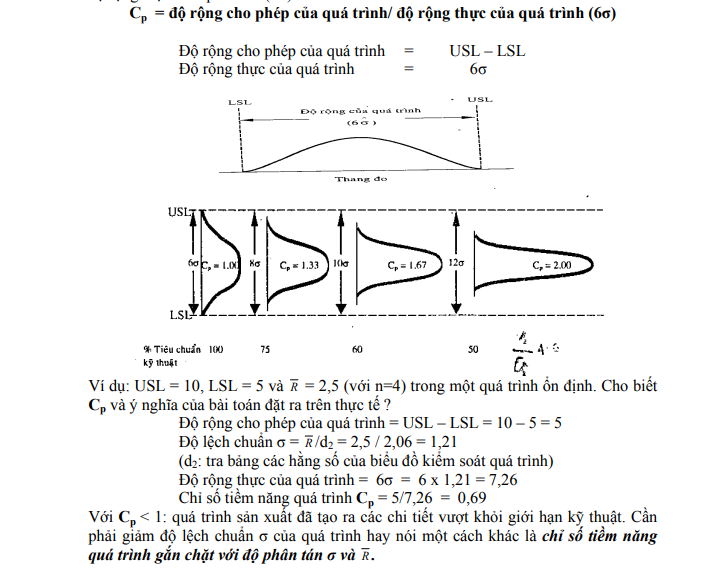
Tiềm năng của một quá trình có năng lực phụ thuộc vào độ lệch chuẩn của quá trình. Cp được thể hiện thông qua sự so sánh giữa độ rộng cho phép của quá trình với độ rộng thực của quá trình (6σ).
Kết luận:
Cp ≥ 1 : Quá trình ổn định và có năng lực khi Cp càng lớn hơn 1; quá trình càng ổn định và có năng lực tốt hơn.
Cp < 1 : Quá trình không có năng lực hoặc năng lực càng kém khi tiệm cận đến zero.
4. Chỉ số năng lực quá trình Cpk
Năng lực của quá trình gắn liền tiềm năng quá trình với giá trị trung bình X (thể hiện độ tập trung). Chỉ số năng lực quá trình Cpk được chia làm 02 loại là chỉ số năng lực quá trình trên (CPU) và chỉ số năng lực quá trình dưới (CPL). Điều này gắn độ rộng thực và độ rộng cho phép đối với một giới hạn duy nhất.
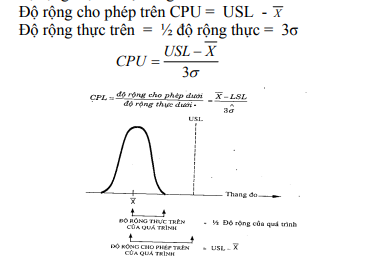
4.1 Chỉ số năng lực quá trình trên (CPU)
Là sự so sánh giữa độ rộng cho phép trên với độ rộng thực trên; trong đó:
4.2 Chỉ số năng lực quá trình dưới (CPL)
Là sự so sánh giữa độ rộng cho phép dưới với độ rộng thực dưới; trong đó:
Lưu ý: Các chỉ số trên cho phép đánh giá năng lực quá trình khi chỉ có một giới hạn kỹ thuật. Nếu X không vượt qua giới hạn kỹ thuật nên sẽ không bao giờ âm. Do vậy, năng lực quá trình tốt nhất thỏa điều kiện sau: Cpk = min (CPU,CPL).
4.3 Chỉ số lệch tâm của quá trình (k):
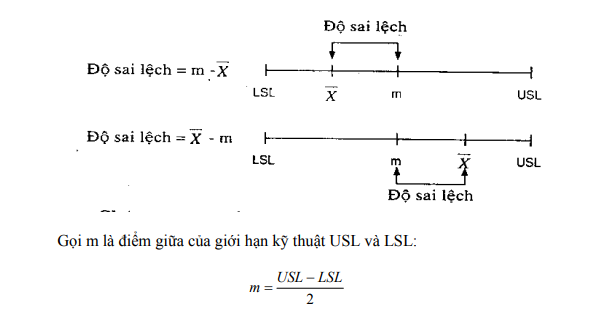
Nếu quá trình tập trung chính xác ở điểm giữa: X = m và trong tình trạng được kiểm soát, khoảng cách giữa X và m có thể tính được mức sai lệch. Hai trường hợp xẩy ra sai lệch về USL hoặc LSL. Đây biểu thị chỉ số lệch tâm của quá trình (k). k là sự so sánh giữa khoảng cách từ giá trị trung bình đến điểm giữa hai giới hạn kỹ thuật với ½ độ rộng cho phép của quá trình.
Thí dụ: USL = 20, LSL = 8 và σ = 2. Chỉ số tiềm năng của quá trình là:
Độ rộng cho phép: USL – LSL = 20 – 8 = 12
Độ rộng thực: 6σ = 6 x 2 = 12
Chỉ số tiềm năng quá trình là = C p = 12/12 = 1
4.4 Ứng dụng năng lực quá trình vào thực tiễn:
4.4.1 Chỉ tiêu kỹ thuật hai bên:
Thí dụ: Độ dầy bề mặt kim loại chịu lực của một chi tiết trục cam động cơ nằm trong tình trạng ổn định với X = 5,40 mm, R = 1,2 tương ứng n=5; biết rằng LSL = 3,5 mm và USL = 10,5 mm. Hãy cho biết năng lực của quá trình trên ?
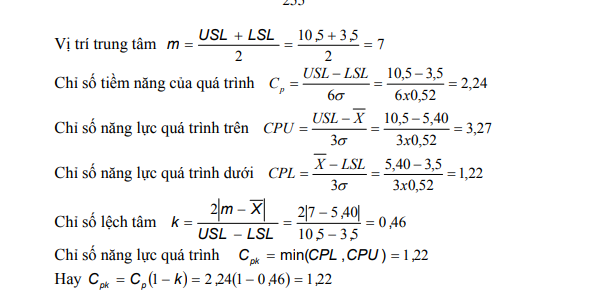
Nhận xét: Giá trị C pk thấp nhất được mong đợi là 1,33 đến 2,0. Sự chênh lệch giữa C p và C pk là quá lớn. Lý do các ước lượng về năng lực quá trình không đáng tin cậy vì thiếu một biểu đồ cột dạng chuông phân phối xấp xỉ chuẩn.
4.4.2 So sánh giữa C p và C pk :
22 Th12 2020
21 Th12 2020
4 Th1 2018
22 Th12 2020
21 Th12 2020
22 Th12 2020